






















光脉电子:光伏汇流条焊接机非感应焊接工艺及红外LED光源整体解决方案
作者:YW 时间:2026-06-24
光脉电子:光伏汇流条焊接机非感应焊接工艺及红外LED光源整体解决方案
一、汇流条焊接机主流焊接方法(除电磁感应外)
光伏汇流条焊接已形成红外辐射、激光、热风、电阻点焊四大主流路线,均为行业真实应用:
1. 红外辐射焊接(最主流)
原理:红外光源(灯管 / LED)辐射加热,使焊带锡层熔融,配合压力实现冶金结合。
设备:红外汇流条焊接机、红外串焊一体机。
特点:加热均匀、热影响区小、碎片率低(≤0.3%)、适配多主栅(9BB/12BB)。
光源:传统用红外石英灯管;新型方案已大规模采用红外LED阵列。
2. 激光焊接(高端精密路线)
原理:高能量激光束聚焦熔化焊带与汇流条,形成焊点。
设备:激光汇流条焊接机、光纤 / 半导体激光焊接系统。
特点:非接触、速度快、热影响区极小、精度高,适配 BC/TOPCon 等高效电池。
光源:主流为红外激光(1064nm/980nm);高端用蓝光 + 红外复合激光。
3. 热风焊接(传统低成本)
原理:高温热风(250–350℃)直接吹焊带,熔融锡层。
特点:成本低,但加热不均、易氧化、碎片率高,正逐步被红外 / 激光替代。
4. 电阻点焊(厚汇流条专用)
原理:电极加压 + 大电流(20–30kA)产生焦耳热,熔合金属。
特点:适合 1.0–3.0mm 厚铜 / 铝汇流条,但电极易损耗、热影响区大。
二、红外 LED 在汇流条焊接中的应用(真实应用)
1. 红外 LED:已规模化用于红外焊接机
应用场景:替代传统红外灯管,作为主加热光源,用于汇流条与焊带的熔融焊接。
技术方案:
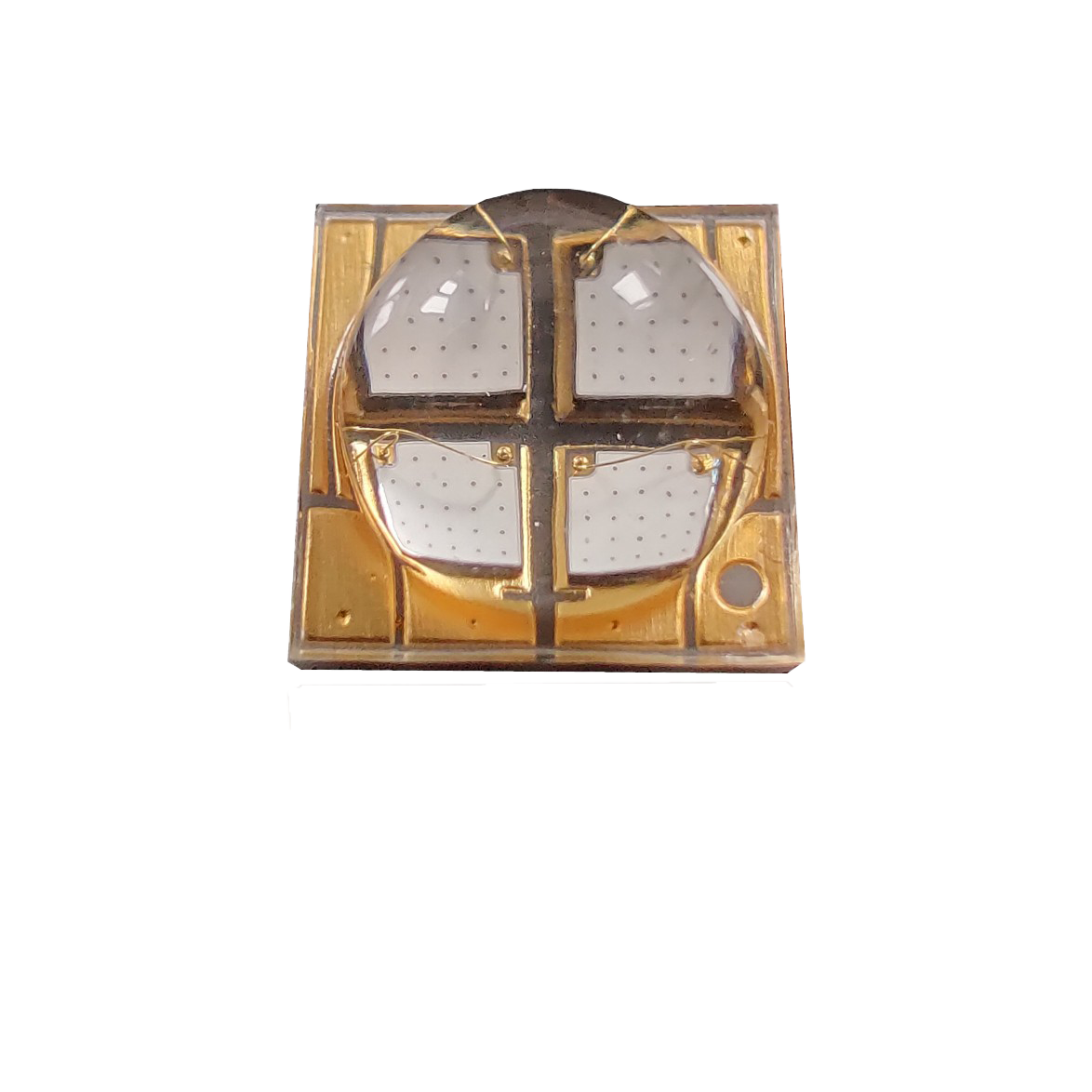
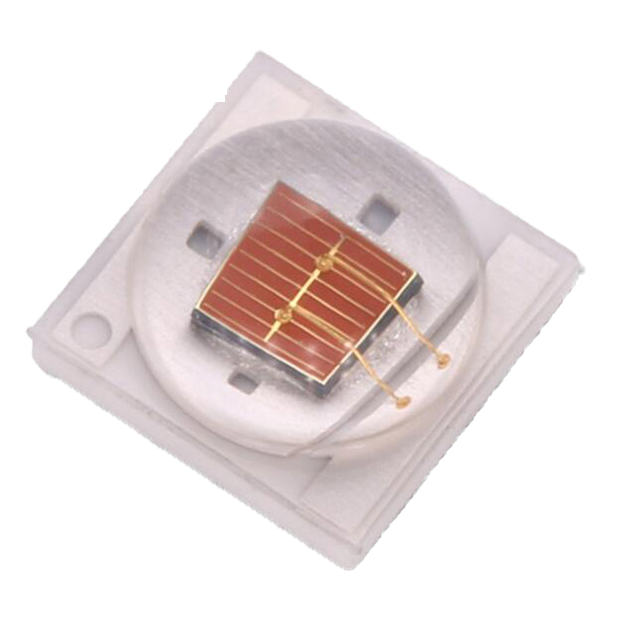
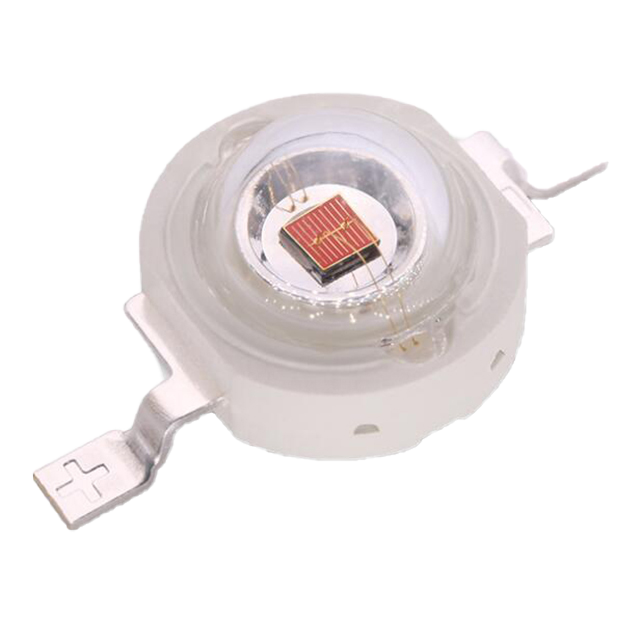
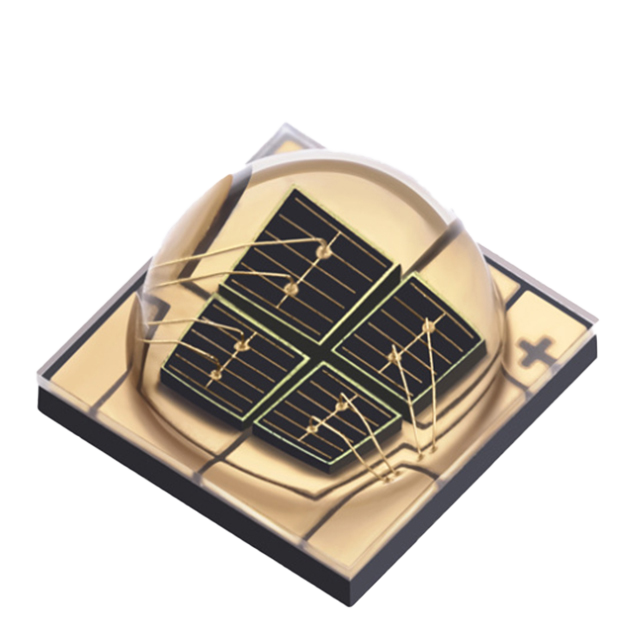
采用光脉电子850nm/940nm 大功率红外 LED 阵列(单颗 1–5W,面阵集成)。
配合PWM 精准控温(±5℃),实现预热→加热→冷却的全流程闭环控制。
面阵设计保证100% 均匀辐照,无热点 / 冷点,适配多主栅精密焊接。
优势(对比红外灯管):
寿命:50,000 + 小时(灯管仅 10,000 小时)。
响应:毫秒级开关,升温 / 降温快,产能提升 15–20%。
能耗:节能 30–40%,电光转换效率 > 60%。
维护:无灯丝损耗,免频繁更换,OEE 提升。
三、光脉电子:汇流条焊接机红外 LED 光源针对性方案
方案定位
为光伏汇流条焊接机提供工业级红外 LED 加热光源系统,全面替代传统红外灯管,实现高效、稳定、低耗、长寿命的红外焊接。
1. 核心产品选型(真实工业级规格)
光脉电子红外 LED 灯珠:
型号:GD-3535R850、GD-3535R940
参数:波长 850nm/940nm,功率 3W/5W,辐射强度 > 800mW/sr,寿命 > 50,000 小时。
集成光源模块:
面阵规格:4×8/6×12/8×16 红外 LED 阵列,总功率 48–256W。
光学设计:高透红外透镜,辐照均匀性 > 95%,光斑覆盖汇流条焊接区域(50–200mm)。
散热:铜基板 + 铝型材散热,确保 85℃以下稳定工作。
驱动与控制:
专用PWM 恒流驱动板,0–100% 功率连续可调,响应时间 < 10ms。
支持温度闭环控制(外接 PT100 / 热电偶),控温精度 ±3℃。
兼容主流 PLC(西门子 / 三菱 / 欧姆龙),支持 Modbus 通信。
2. 汇流条焊接机集成方案(可直接落地)
(1)单工位红外焊接头方案
结构:红外 LED 面阵(6×12,72 颗 3W 850nm)+ 压具(伺服控制)+ 温度传感器。
工艺参数:
预热:180–220℃,2–3s。
焊接:260–300℃,1–2s。
冷却:自然风冷 + LED 快速关断,0.5s。
优势:
焊接良率 > 99.5%,碎片率 < 0.2%。
单工位产能≥3,000 片 / 小时。
年维护成本降低 80%(无灯管更换)。
(2)双工位高速方案(适配大产能产线)
结构:双独立红外 LED 光源模块(8×16,128 颗 5W 940nm),交替工作。
优势:产能提升至≥6,000 片 / 小时 。
双路温控独立控制,适配不同规格汇流条(0.2–0.5mm 厚)。
整机功耗 <15kW(传统灯管方案> 25kW)。
(3)多主栅(12BB/18BB)专用方案
结构:微区独立控光红外 LED 阵列(16×24,384 颗 1W 850nm),每颗 LED 独立 PWM 驱动。
优势:
精准匹配 12BB/18BB 主栅间距,无过焊 / 漏焊。
热影响区控制在 **≤0.5mm**,避免电池片隐裂。
适配 N 型 TOPCon/HJT 电池,效率损失 < 0.1%。
3. 方案对比(光脉红外 LED vs 传统红外灯管)
表格
对比项 | 光脉电子红外 LED 方案 | 传统红外灯管方案 | 提升效果 |
光源寿命 | 50,000 + 小时 | 8,000–10,000 小时 | +400% |
响应速度 | 毫秒级 | 秒级 | +90% |
能耗 | 10–15kW | 20–30kW | -40% |
温度均匀性 | >95% | 80–85% | +15% |
控温精度 | ±3℃ | ±10℃ | +70% |
维护成本 | 极低(免更换) | 高(频繁换灯管) | -80% |
碎片率 | <0.2% | 0.3–0.5% | -50% |
4. 落地支持(光脉电子专属服务)
定制化设计:根据客户焊接机尺寸、汇流条规格、产能要求,定制 LED 面阵、光学、散热方案。
质保:光源模块3 年质保,驱动板2 年质保,终身技术支持。
5. 商务对接
电话:18028715007
联系人:袁伟
邮箱:408738361@qq.com
四、结论
1. 汇流条焊接机除电磁感应外,主流为红外辐射、激光、热风、电阻点焊。
2. 红外 LED 已规模化替代红外灯管用于红外焊接机;红外激光是激光焊接机的主流光源。
3. 光脉电子提供的工业级红外 LED 光源方案,在寿命、效率、能耗、稳定性上全面超越传统方案,是光伏汇流条焊接机的最优升级选择。
